随着电子技术突飞猛进的发展,
直线电机在机床领域的应用迎来了它的高潮。从1996年的美芝加哥机床展览会IMTS`96,日本18届机床展览会,到1999年巴黎EMO博览会等一系列有影响的展览会上,这预示着
直线电机开辟的新时代已经到来。
为了提高生产效率和改善零件的加工质量而发展起来的高速加工,现在已成为机床发展的一个重大趋势。一个反应灵敏、高速轻便的驱动系统,速度要提高到40-50m/min以上,加减速也要求提高到25-50m/s2,传统的“旋转电机+滚轴丝杠”的传动形式显然是不行的,这是由它自身的弱点决定的,因为中间传动环节的存在起先使刚度降低,弹性变形可使系统的阶次变高,从而系统的鲁棒性降低,伺服性能下降。弹性变形更是数控机床产生机机械谐振的根源。其次中间传动环节的存在,增加了运动体的惯量,使得位移和速度响应变慢。另外诸如间隙死区、摩擦、误差积累等因素,使得这种传统的方式所能达到的有效进给速度为30m/min,加速度仅3m/s2。
而
直线电机直接驱动所具有的优点则恰恰可以弥补传统传动方式的不足,其速度是滚轴丝杆副的30倍;加速度是滚轴丝杆副的10倍,有效可达10g,刚度提高了7倍;另外,直线电机直接驱动工作台,所以无反向工作死区;由于电枢惯量小,所以由其构成的
直线伺服系统可以达到较高的频率响应(如100Hz)。
通过上述的比较,在高速精密加工中,
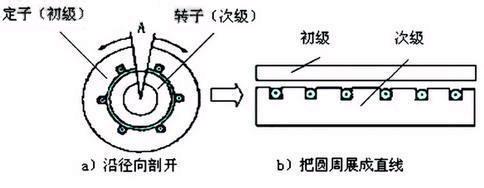
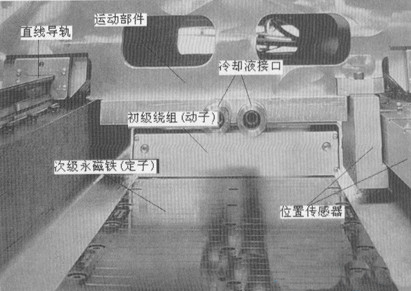
直线电机的应用有着广泛的前景。目前,满足机床大推力进给部件要求的主要是交流直线电机,从励磁方式分,可分为永磁(同步)式和感应(异步)式两种。永磁式的次级(定子)是磁钢,在机床上应用时,需在机床的床身上铺设磁钢,在工作台下部反装着三相通电绕组,形成直线电机的初级(动件)。而感应式初级与永磁式相同,但其次级是用电栅条来代替磁钢,相当于把感应式旋转电机的“鼠笼”沿其圆周展开。
永磁式直线电机在单位面积推力、功率因数、可控性等方面均要优于感应式,但价格较昂贵,安装调试、防尘等方面均不如感应式。
感应式直线电机在性能上已接近于永磁式电机的水平,再加上其自身的优点,所以越来越受到欢迎。
在高速加工领域中,
直线电机除广泛应用于高速铣床、曲轴车床、超精车床、磨床、激光车床等外,现在比较热门的研究是将它应用于高速化的并联机构,即六轴、三轴并联结构机床,通过多根滑动柱塞的伸缩来控制刀具,实现对复杂型面的高速加工。
随着高速加工技术的迅速发展,对传动及控制系统的要求越来越高,使
直线电机驱动技术的研究力度在逐步加大。因此,加大对直线驱动技术的研究既是技术向更高更快发展的趋势,同时也更能满足市场需要,带来更大的经济效益,成为未来发展的趋势。
昆山同茂电子所生产的直线电机,采用欧美先进技术标准,工艺和测试手段,其品质与动力性能达到先进水平,可替代国外同类产品。欢迎广大新老顾客前来选购。